Railway wagon building in the 1930s
Albert Wright was born in December 1918. From 1934 to the outbreak of the Second World War he worked at S.E.Stevens Wagon Works building and repairing railway wagons. The works was on Stevens Road, Balby, Doncaster.
In 2003, aged 84, Albert wrote an account of those days. Anyone wanting to contact Albert can email his son
This is Albert’s story...
My brother Maurice and his wife came to stay with me for a few days at Christmas time. Now one of Maurice’s interests is railways and anything connected with them. The conversation got round to the fact that I had served my apprenticeship as a railway wagon builder. In passing, I said I had helped to build what I thought was one of the last twelve-ton standard wagons to be built, that is, timber built coal wagons. I mentioned that these wagons were all hand built, without the use of machines or power tools. He said, “When your generation are all gone nobody will know how you did these things. Could you write down how it was done?” My response was “Yes, I think I could”, so here goes.
First a bit of history. I left school at fourteen, worked as an errand boy at a grocer’s shop for two years on wages of eight shillings a week. I heard through my Uncle Tom that there was the chance of a job at the wagon works where he was employed. I went for an interview and got the job. I was to be mate to a man called Harry Arnold. We would work as a unit on a wagon and be paid on piecework for the work we did. As the events of the next three years are not part of this writing I will skip them, and begin to tell how we built a railway wagon in June 1939. But first I must remind the reader that these events happened over sixty years ago. So should I state the wrong length of a bolt or a piece of timber I offer no apology.
To start with obtain two trestles about seven feet long and two feet high and position them fourteen feet apart directly across the railway lines. We will build the wagon on these and put the wheels under it when it is completed. Now we go to the sawmill and on a handcart bring back a sole bar. This is placed flat down onto the trestles and will be used as a bench on which other timbers will be prepared. Then we do the same on the other side of the wagon. The sole bar is the long piece of timber which runs along the side of the wagon on to which the wheels and other things are fixed. This timber is approximately sixteen feet long and twelve inches wide by five inches thick and is of oak, as are the timbers in the wagon frame.
The next things to come from the mill are the ‘middle bearers’. These are put one on each sole bar ready to be mortised and tenoned. These timbers are approximately six feet six inches long by twelve inches by five inches. They have two tenons at each end and mortises on both sides. All the holes required for bolting things to them have been already bored at the mill, so we don’t have that to do.
I should add at this point that these wagons were built to a standard pattern, and no matter where they were built they would all be exactly the same except for possible minor differences in the sheeting, dependent on the needs of the user. Now we will prepare the middle bearers. The shoulders of the tenons can be hand-sawn down and chopped off along the grain with a wood chisel. The piece between the two tenons needs to be chopped out with a hammer and chisels. The chisels are all steel and the works blacksmith has made most of them.
When completed the tenons will each be two inches wide by five inches long by one and seven eighths inches deep. Next we have to cut out the mortise holes on the inside of the bearer to take the tenons of the middle longitude, and the mortises on the outside to take the tenons of the end longitude and the diagonals.
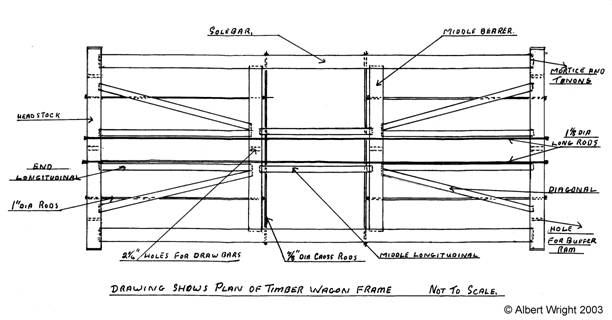
The mortises on the inside of the bearers were four in number and each would be approximately four and a half inches long by two inches wide by two inches deep. These would be chopped out by hand. On the outside the four mortises would have two tenons side by side in each mortise, one longitudinal and one diagonal. The picture will be much clearer when you look at the plan. The way we would be working was that I would be on one side and my mate on the other. Because there was two of everything we would do one of each and so would both finish together. Because I was twenty years of age and my mate was about fifty-five he was struggling to keep up with me, so there was no fear of him telling me off because I was behind.
Next it was the turn of the ‘middle longitudes’. These had two tenons on each end similar to the mortises in the bearer into which they had to fit. Now that’s all done we can get on with preparing the sole bars. Four mortises to cut out and two tenons on each end. These would be cut out in the same way as on the middle bearers. Before the frame could be assembled some things had to be fixed to the sole bar. The spring shoes were in pairs. They would provide a seating for the bearing springs which would carry the whole weight of the wagon, and the spring stops would be fixed with coach screws in the centre of each pair of shoes. These stops were castings and were there to take the weight of the wagon should be bearing spring collapse.
Before we can fix anything to the timbers or even build them together all areas where any ironwork is fixed or any joints brought together must be painted. So off to the paint shop to mix up some nice thick paint. Now I have painted where necessary and fixed the spring shoes and the spring stops, a good coat of paint in the mortise holes, and the solebar is ready to be turned on its edge and positioned to receive the middle timbers. While I have been doing this, my mate will have been doing exactly the same on the other side of the wagon. Now we can start to build the frame. Two cross rods will have been obtained from the stores. These are seven-eighth inch diameter steel rods screwed at both ends. The middle bearer is taken in between the solebars and the tenons at one end, and placed in the mortises on the solebar. The same is done at the other end. Two cramps, one on the top and one on the bottom soon push these joints home. The cracking sound that comes from the joints as they are driven home is the sign of a well made tight fitting joint. The middle longitudes are next to be fixed making sure you have got them the right way up. They go into the bearer at one end and the other end is supported on a jack until the second middle bearer can be positioned. This is more or less a repeat of fixing the first bearer except that the middle longitudes have to be fitted.
Now the bottom cross rods can be pushed through the holes near the bottom edge of the solebar, through holes in the longitudes, through the other solebar, washers and nuts fixed and then screwed up tight. The tenons are driven home with a few belts from a ten pound sledge hammer, and the first stage of building the frame is completed. Remember, we are dealing with very big, very heavy pieces of timber.
Now we can think about the two ends of the frame. The end longitudinals, the diagonals, and the headstocks. As both ends are duplicated we could work one at each end, but we don’t do that because now various items of ironwork can be fixed to the solebar and the middle bearers. I go to the mill and bring back the two longitudinals, and two diagonals (a pair), then make another trip to bring back a headstock. Although I am twenty years of age and quite capable of doing the whole job I am still ‘the boy’. I fetch and carry and do as I am told. We set up the headstock on the trestles, to be used as a bench to prepare the ‘guts’, wagon builders name for the smaller timbers in the frame. Then he has to chop out twelve mortise holes and the hoop the ends of the headstock. What we have done up to now is about one day’s work. The wagon has to be completed in three and a half days, or it will not pay very well. We will be paid approximately three pounds ten shillings between us for building it. I start to fix the iron work, first the axle guards. These are very heavy things. They hold the wheels in place so they need to be very strong. They are shaped like an inverted ‘U’ with two extra wings. These are fixed with seven bolts, each seven inch by seven eighths inch diameter. Shaped washer plates fit on the outside. Next the diagonal knees and the strap bolts go on the end of the solebar. Strap bolts are steel plates two inches wide by twelve inches long, half an inch thick. To one end of this would be welded a threaded bar which will go through a hole in the headstock, and when tightened up, will pull the headstock up to the end of the solebar. This work had then to be repeated on the opposite solebar.
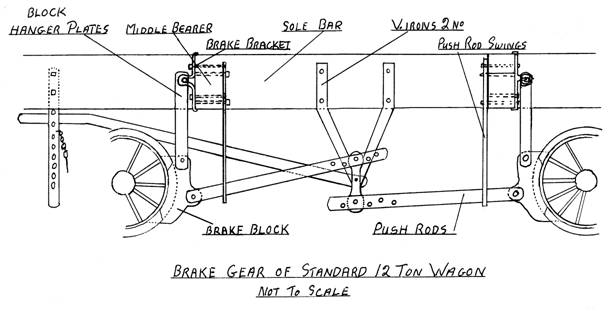
Now I can turn my attention to the middle bearer. First the ‘block hanger bracket’. This is part of the brake work. It is bolted on directly above the railway lines. All this equipment which is bolted on is positioned correctly because the holes in the timbers were bored in the mill after being marked out from templates. On to the hanger brackets go the hanger plates. These are held in place by a five and a half inch by seven-eighth inch bolt which is drilled to take a split pin. The split pin is necessary because the bolts are not tightened up so that the plates can swing freely. The brake blocks will be hung on the bottom of these plates using the same size bolt. Here we also bolt on the push rod swings. This is a safety device, designed to catch the push rods should they become detached from the hanger plates. Then I move to the other end of the bearer and do the same work there. By this time my mate should have finished preparing the ‘guts’ for this end and also the mortises on the headstock. A good coat of paint to the tenon ends and the diagonals can go up with the headstock end of the diagonals bolted to the diagonal knees. The end longitudinals’ tenons are hammered home into the bearer and the front end supported on a jack with a piece of wood across the top so that it will support both timbers. Plenty of paint on the mortises and tenons and the headstock can be offered up.
First on to the strap bolt ends. A few bats with the big hammer help it on its way. Once we can get nuts and washers on the strap bolts, tightening these will help.
Now we put the end rods in. They are one-inch diameter rods, screwed at both ends. They will be threaded through the headstock, through the diagonal, and through the middle bearer. Plate washers and nuts will be screwed on. Now we can really get some pressure on. Screwing up these rods, tightening up the strap bolts really sends the headstock right home. All these joints have to go right home because if the inspector can get a feeler gauge up the shoulder of a tenon, we would be called back to work on it until he couldn’t. Now that is one end finished so we take all our tools and equipment to the other end and do exactly the same all over again. The difference at this end is that we shall be fixing the ‘end pillars’. These are oak timbers five inches square at the bottom, tapering to five inches by three inches at the top. We need to fix them now because the end rods go through them, and we need to tighten the end rods to pull up the headstock tight to the sole-bar ends.
We can also now thread through the long rods. These are one and an eighth inch rods that go the full length of the wagon, through the headstock, through both bearers, through the other headstock. Instead of washers a thick metal plate with a square hole in it through which the draw bar will go is used. When these rods are screwed up tight all the joints should close up. That is more or less the finish of the timber part of the frame but there is still a lot of ironwork to be bolted on. First to go on are the buffer castings, one in each corner of the headstocks. The purpose of these is to support the buffer rams, and to act as stops to limit the extent to which the buffer springs can be compressed. These are very substantial castings, capable of withstanding heavy compression shocks. They are bolted on to the headstock by four bolts. The outer two are strap bolts, and the inner two are eight and a half inch by three-quarter inch bolts that go through the diagonal knee inside and the casting outside. Having completed that one we move round and do the same thing at the other three corners, as all are identical. That done we can now fix the buffer rams, and the buffer springs. This is easier done with two people, one person to hold the spring and washer in place, and one to push home the ram. This done we need to slightly compress the buffer spring to enable us to put the cotter pin in the hole at the end of the buffer ram. This cotter is necessary to prevent the ram from coming out when the wagon is in use. To compress the spring we have a ‘buffer cramp’. This fits round the neck of the casting. It has a U shape that has a screw fitting. This goes over the bell of the ram and when screwed up compresses the spring. That done we now have three more to do, one at each corner.
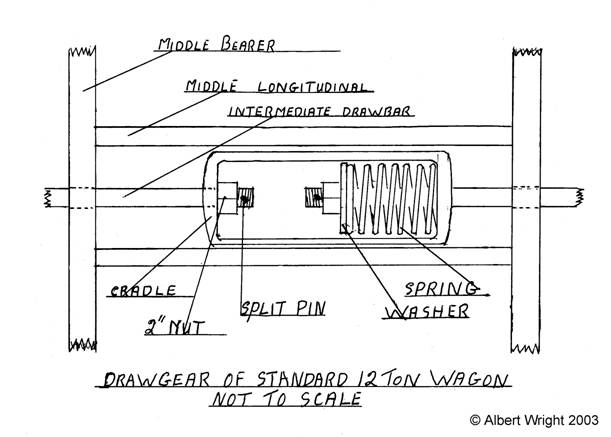
Now we can make a start on the draw gear. This is the gedge couplings, the drawbars, the cradle, the coil spring and washers. The gedge couplings are the three links of heavy chain that hang down from the drawbars. The drawbars are the hooks that project from the centre of the headstock. The opposite end to the hook is a bar of two-inch diameter steel. This is about seven feet long and is screwed at the end to take a two-inch nut. The cradle is like two steel washers about nine inches diameter by one inch thick with a two and a half inch hole drilled in the centre – these are joined together with two three inch by one inch iron bars three feet long. The finished thing looks like a baby’s cradle without a bottom in it. The coil spring is similar to the buffer springs but is made with thicker bar. To assemble, the drawbar is inserted into the hole in the faceplate. The faceplate is bolted onto the outside of the headstock, through the middle bearer and one end of the cradle, then on goes a washer and a two- inch nut which is screwed up to a full nut. Next the other drawbar goes on through the other headstock, through the middle bearer, through the other end of the cradle, the spring and washers go on now, and the nut. The whole thing is now screwed up tight so that the drawbars are tight upto the faceplates. There is an alternative system of draw gear that is sometimes used and I can’t remember which of these systems we used on our wagons. In the alternative system a shorter drawbar is used with the end of it flattened and drilled with an inch and a half hole. The intermediate drawbars are also flattened at the end and drilled. These are joined together with two steel plates about eight inches long with a hole at each end. One plate goes on top and one underneath. Drawbar pins are pushed through the holes and cotters and split pins used. This is a safer method because should the draw-gear fail the drawbar ends cannot be pulled through the headstock and faceplates.
Now we will be thinking about the side rails. These run the whole length of the wagon and are machined from five-inch square timber. They are bolted to the top outer edge of the solebar and form a base on which the sides of the wagon will be built. To prepare them each end has to be haunched to fit over the top of the headstock, then a chamfer is cut along the top outside edge. The chamfer is cut with a drawknife and is stopped short at both ends and also where the cross rods will be. Then an arris is planed off the front bottom edge. Now we turn it over and cut out where the side knees will fit. Seven bolts each twelve and a half inches long and five-eighths inch diameter will be used to fasten the side rail. The bolts will be pushed through the holes in the sidebar and left protruding two inches on the other side. Onto this protruding length of bolt will be placed a ‘spacer’ – this is a piece of oak six inches long by three inches wide by one and a half inches thick. The side rail will be offered up, the shoulders will fit over the headstocks, the bolts will be driven home and the nuts screwed up tight. Care has to be taken so that no hammer marks show on the face of the side rail. I should add that all the nuts must always be left vertical – it looks better like that.
Now we can do the same on the other side of the wagon. This time we put the top cross-rods in but we don’t screw them up because there are other things to go on them.
Before we can put the floor down there are one or two more things we must do. The side and end knees must be fixed. The knees are very robust ‘L’ shaped pieces of ironwork. The foot is about twenty inches long and three inches wide, at the bend of the knee the thickness of iron would be in excess of two inches. The foot had three holes drilled in it to take the three-quarter inch bolts which would fasten it down to the middle bearer. The longer side of the knee would be the same height as the side of the wagon body, which in this case would be about five feet. It would be drilled to take the five-eighth inch bolts that would be used to hold the planks that made the side of the wagon. The holes in the knee had been carefully spaced out to ensure that two bolts went into each seven-inch wide plank. The four side knees, two on each side of the wagon, are bolted down in position on top of the middle bearers. Now we come to the end knees. These are similar to the side knees but with one big difference – at the top of the long arm they have a two and a quarter inch eye. This is to take the two-inch diameter roller bar that will form part of the hinge on which the door will swing. The end knees are bolted down on the top of the headstock with three bolts. Next are the end sills, one at the fast—or fixed—end and one at the end door end. The fast end sill is two and a half by three inch softwood. One two and a half inch face will be planed, a chamfer at the top edge and an arris at the bottom. This sits on the top of the headstock between the shoulders of the side rails. The face is flush with the front of the headstock. The timbers that will form the end of the wagon will sit on the top of this sill. The end door sill is altogether different. It starts out as a floor plank at seven inches by two and a half inches. One of the two and a half inch faces is planed and chamfered then, because this has to fit over the feet of the end knees, so enough of the timber has to be cut away to allow this to happen. When this is in place it is pushed up to the lugs on the buffer castings and the sill stops which are on the quarter rods. There’s one more job before the floor can go down. The bolts for the feet of the side door bands with their washer plates are put in place with the nuts screwed on loosely. Now a last check of the brake gear and draw gear. Is everything screwed up and all pins and cotters in? Now we can get on with the floor as there are no bottom doors in this wagon. The floor planks are seven inches wide and two and a half inches thick, and my memory tells me they were seven feet two and a half inches long but I could be a bit out with that measurement.
Two planks would have to be cut out to fit over the feet of the side knees. These would be rough bored out in the mill and then finished off with a hammer and chisel. This flooring would rest on the top of the frame timbers with ends tight up to the side rails. Usually it would be necessary to have a plank reduced in width so that it could be wedged in place. Then when the whole lot was down they could be nailed in place with five-inch nails, two to the end of each plank through into the tops of the solebars. This work done up to now would have taken perhaps two and a half days. Now we can think about the body or top of the wagon. This in wagon builders’ parlance is called the ‘sheeting’. This timber, which in our case was seven inches wide and three inches thick, is planed all round and has a chamfer taken off the top edge on the seven inch side. We have to plane an arris on the bottom edge. The timber is good quality softwood. We take a handcart to the mill and bring back the end planks for the fast end. There were nine of these planks. These end planks are about seven feet four inches long. They fit one on top of the other. The bottom one sits on top of the end sill. They are correctly aligned and held down lightly with a big sash cramp. Holes have been pre-drilled through the end pillars in the mill, so now we drill through these holes into and through the end planks. These holes take the five-eighths inch diameter bolts, one per plank in each end pillar. The lengths of these bolts are different in each plank because the end pillar tapers towards the top.
Now we must build the side of the wagon. The two of us work together on this as rather long pieces of timber are involved, and one man is needed inside the wagon to put the bolts in while the other man outside fits the strap plates and screws up the bolts. We fetch the side planks from the mill. They are softwood approximately sixteen feet long by seven inches wide by three inches thick. They are planed all round with a chamfer to the top edge of the side. There are nine of these planks. One end needs rounding off on the face side where it will fit behind the corner plate. This is done with a hammer and chisel. The side planks will sit on the top of the side rail tight up to the side knees to which they will be bolted. The first five side planks can be put in place one on top of the other on the top of the side rail. When they are properly lined up they will be nailed to the end plates to hold them there. The sixth plank needs to have two saw cuts made. These will be four inches deep from the top of the plank. They will be cut with a bevel pointing to the centre of the plank. When all the planks are bolted up and the side door bands fixed, these cuts will be carried down to the side rail and the side door will be formed. Now all the remaining planks can be positioned, the lot cramped down, and the holes can be bored and the bolts put in. Washer straps can be used on the outside. These are two and a half inch by quarter inch thick and fit on the outside of each side knee. There are also diagonal washer straps. They fit from the top corners to the cross rods. The side door bands can now be bolted up. They have washer plates inside the wagon. The side door band catches can also be fixed. I can’t remember if on our wagon the end door roller bar went through the top plank or over the top of it as either method were sometimes used, anyway if it did we would have pre-bored a two and a quarter inch hole before we fixed the plank. We would also have put in the seven and a half inch by half inch bolts to hold down the capping when that was fixed. Having completed that side of the wagon we would go to the other side and do the same thing there. That done the top cross rods could be screwed up tight.
Now we could turn our attention to the corner plates. These plates are one for each corner of the closed end of the wagon, so we need a pair, not two the same as the bolt holes are different. They are made of quarter inch thick steel. The long side is the same as the height of the wagon body and is about three feet wide the other way. It is bent at a right angle at the centre of the long way, not an acute bend, but nicely rounded. The necessary holes have been punched to take the half-inch bolts that will be used. The corner plate can be held in place while some bottom holes and some top ones are marked through. These will be bored, bolts put in place and the corner plate bolted up. Now the rest of the holes can be bored and bolts put in, not forgetting the washer straps and the inside top corner plates. Once again we move to the other corner and do the same thing all over again.
Now the only big thing left to do is the end door. First we nail on the sill plate. This plate prevents damage to the sill when the wagon is emptied via the end door. The bottom end door plank is eased at the bottom back edge to make the door close better. That done we put in the roller bar. This is threaded through the eyes in the end knees. The three end door bands are put on it and a nut screwed on. The roller bar is a two-inch round steel bar, which together with the end door bands makes a hinge on which the end door swings. We lay two washers on the sill plate then the bottom plank goes on the washers. The washers will allow for the door to drop a bit when it is finally bolted up. All the other door planks are put in place. The bolt holes are bored, the bolts put in, and washer straps are used on the outside. All the bolts are then tightened up. The end door fastener bar goes on next. It is a steel bar three inches wide by three-quarters of an inch thick. On either end is an eye which, when the door is closed, will fit over two lugs that project on either side of the wagon. These lugs have slots in them into which cotters can be placed to keep the door closed. While my mate is sawing down the through plank to make the side door I have one or two things to do. First the capping has to go on. This is steel plate two and a quarter by a quarter inch that fits on top of the wagon sides and ends. Its purpose is to prevent damage to the timbers. This capping is fastened with the bolts we put in the top planks before they were fixed, and nails are used in the spaces between the bolts. The end door roller bar stopper goes on. This is to prevent the roller bar coming out should the nut come off the other end. When the side doors can be dropped the mark on the timber where it has hit the bang spring will show us exactly where to fit the bang spring striker plates on the door.
While this has been going on one of the painters has arrived to start painting the wagon. The first thing is to go all round the wagon and ‘knot’ the wood. The ‘knotting’ is a mixture of shellac and spirit which is painted on all the knots in the wood. Then the whole of the outside gets a coat of undercoat paint. Now the ‘lifters’ arrive. They will jack up each end of the wagon and roll the wheels underneath, then fit the axle boxes. But as far as we’re concerned we leave them to get on with it. While I pick up all our tools my mate has already gone to the office to find out what our next job will be. After a few days we go back to couple up the brakes and to put right anything the inspector says needs doing. Then we can stand back and look at the wagon, shining dark grey woodwork, all the wheels and undergear painted black, and its name is white across the side plank ‘London County Council Supplies Department’.
Who thought, as they watched the wagons roll by, of the men that made them?
Albert Wright
April 2003
